新浪微博
新浪微博 騰訊微博
騰訊微博械")
械")
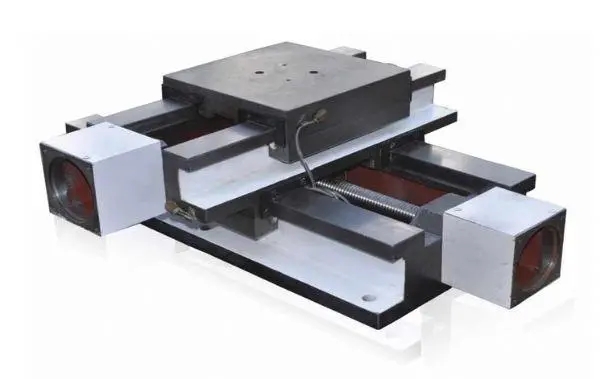
目睹一下鑄鐵T型槽平臺精妙絕倫的生產(chǎn)流程
鑄鐵T型槽平臺表面可以有孔或T型槽,用來固定工件,和清理加工時產(chǎn)生的鐵屑或放以固定銷。也可以設(shè)計成平面。鑄鐵T型槽平臺要有耐磨,穩(wěn)定的使用優(yōu)點,所以在制作上采用高強(qiáng)度鑄鐵,所有的生產(chǎn)流程都是嚴(yán)格的按照相關(guān)行業(yè)標(biāo)準(zhǔn)來執(zhí)行,所以鑄鐵T型槽平臺的使用壽命是很長的,即便是出現(xiàn)了磨損也是可以通過人工刮研來進(jìn)行修復(fù)。今天咱們就一起走進(jìn)河北北重的生產(chǎn)車間去目睹一下鑄鐵T型槽平臺讓人精妙絕倫的生產(chǎn)流程。
鑄鐵T型槽平臺生產(chǎn)技術(shù)流程:
1,鑄鐵T型槽平臺制造執(zhí)行標(biāo)準(zhǔn):GB4986-85標(biāo)準(zhǔn)與JB/T7974-1999標(biāo)準(zhǔn)。
2,鑄鐵T型槽平臺鑄件采用水泥砂鑄造,材質(zhì)為HT250,材質(zhì)嚴(yán)格按GB9439-2010規(guī)定制作;鑄件尺寸公差按GB6414-1999標(biāo)準(zhǔn)執(zhí)行。
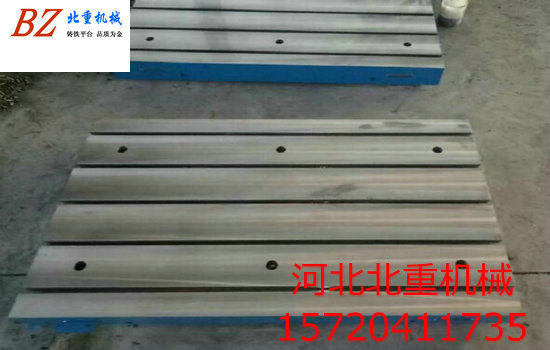
3,鑄鐵T型槽平臺上設(shè)有T型槽,按圖紙要求制作,安裝時出口可放入T型固定螺栓。T型槽按GB158-1996標(biāo)準(zhǔn)執(zhí)行。
4,鑄鐵T型槽平臺的安裝布置方式及位置嚴(yán)格按土建圖施工,整體平面安裝后上平面與地坪齊平(±0.000)。
5,鑄鐵T型槽平臺工作面加工與T型槽粗糙度Ra≤3.2,其它加工面Ra6.3,執(zhí)行標(biāo)準(zhǔn)GB1031-2009;鑄鐵平板上平面度誤差與垂直度誤差必須滿足圖紙要求。
6,工作表面硬度為HB180-240,抗拉強(qiáng)度≥220.Mpa,時效處理。
7,采用鑄造工藝,嚴(yán)格控制鑄件五大元素的成份及含量,鑄件表面平整無裂紋、無縮孔、無夾灰渣。表面缺陷按照標(biāo)準(zhǔn)處理。
8,在鑄造過程中必須保證兩次回火處理。第壹次:在鑄件毛坯檢驗合格后回火處理,消除鑄造應(yīng)力。第二次:在毛坯粗加工完成后進(jìn)行回火處理,消除機(jī)加工壞鑄件平衡態(tài)所產(chǎn)生的應(yīng)力。
9,鑄鐵T型槽平臺的加工成品尺寸按GB2822-2005標(biāo)準(zhǔn)執(zhí)行,精度計量檢定規(guī)程按JJG117-2005標(biāo)準(zhǔn)和形位公差按8級GB1***標(biāo)準(zhǔn)執(zhí)行。
10,鑄鐵T型槽平臺加工表面做防銹油刷涂,鑄件外表面不加工須批膩、磨光,地錨器凹面處涂防銹漆;表面平整光亮。鑄件內(nèi)表面均需涂防銹漆;
11,鑄鐵T型槽平臺的工作面與側(cè)面及相鄰兩側(cè)面的垂直度公差為0.1mm,
12,鑄鐵T型槽平臺具有足夠的強(qiáng)度及承載能力,其承載力≥300KV/㎡.
13,主要配置:地鉚器及相應(yīng)配件
14,鑄鐵T型槽平臺主要技術(shù)參數(shù)和要求:試驗平臺單塊加工后保證圖紙要求的精度,拼接后達(dá)到使用要求;所有工件在本廠鑄造加工。
鑄鐵T型槽平臺的生產(chǎn)時,進(jìn)行生產(chǎn)的第壹步很重要,就是要能夠進(jìn)行準(zhǔn)確的繪制,對于自己所需要的機(jī)器進(jìn)行大體的繪畫,這樣才能夠有大體的輪廓,在進(jìn)行加工的過程之中,外觀檢測和加工檢驗這些都是十分重要的,其次就是關(guān)于鑄鐵T型槽平臺工件的調(diào)整檢驗和校正,當(dāng)然,還有在生產(chǎn)過程中的涂漆工作,這些工作。
對于機(jī)械設(shè)備的生產(chǎn)也比較重要,才能夠順利入庫,對于T型槽平臺,它有承重方面的要求,要根據(jù)相關(guān)的重量,來確定他在這樣的負(fù)荷下彎曲的程度,為了方便人們理解,這樣的機(jī)器在正常工作的時候,在不影響其他機(jī)器發(fā)揮作用的情況下,正常發(fā)揮作用。